供应商机
东莞专业雷尼绍探头维修 出售OMP40-2探头

机台参数设置:
1.探头线不接,X4.4应与X4.7短接
2.参数设置:
NC参数6200#7=1,6202#0=1
K参数K17#2=1
K23#0=0 (RENISHAW MP12),
K23#0=1(RENISHAWOMP40)
3.功能设置:
进入快速画面à维修设定à外部接口à输入信号:
X4.3为60(探头错误);
X4.4为58(探头状态)
X4.5为59(探头电池电压低);
X4.7为46(跳转)
输出信号:Y2.0为82(探头ON/OFF)
4.探头指令开关:
M17:打开, M18:关闭
5.取下探头电池,然后装上,将探头状态设为:红/红/红
杜绝CNC机床因两次装夹工件进行修复造成的浪费NC测量系统功能之一是:当CNC机床把工件加工完毕后,该系统能立马识别该工件是否合格,加减几个丝、几个um.并且迅速打印出图文并貌的检测报告,检测精度高达±0.003mm.在没有NC测量系统的状况下,我们通常都是将CNC机床加工后的复杂零件或精密零件,先用卡尺或其他简单的量具确认一下,估计没问题后卸下来送到三坐标测量机上去终检测,检测如果不合格,大了3个丝或5个丝不合格怎么办?只有到CNC机床上进行二次加工修复.二次加工修复需要重新装夹,校表、分中、对刀,一丝不差的校表、分中、对刀几乎是不可能做得到的,很难.往往是二次加工修复时,因为校表、分中、对刀失误,二次装夹没有达到要求,该加工的地方没有加工到,不需要加工的地方刺棱以下消掉了一块,工件彻底报废,白忙活了,损失时间损失了工钱又损失了材料.该NC测量系统能彻底杜绝此现象发生.彻底杜绝废品,实现CNC加工下线前的检测CNC数控机床加工的零件一般精度都比较高或工件形状比较复杂,用通用的或简单的量具测量进行测量十分困难或者根本就测量不了,比如象拳头这样的零件,都是不规则曲面,通用量具根本就无法测量.以上难题对NC测量系统而言则是十分简单的事情,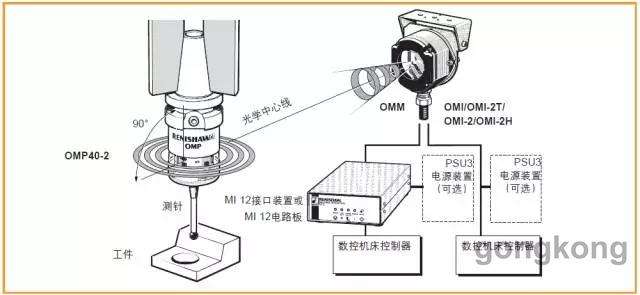
回收并维修雷尼绍探头、维修雷尼绍、CNC传感器探头测头
公司理念
经营理念:诚信、敬业、。
发展理念:追求,创造价值。
市场理念:为客户提供可增值的服务。
销售:质量保证,诚信服务,及时到位!!
销售宗旨:为客户创造价值是我们永远追求的目标!!
雷尼绍探头如何校正?就是说当信号采集与机床的坐标值对应的问题?
雷尼绍探头需要测定三种值才能更加准确。其实系统自带三种标定循环,跟据不同的机床和系统有不同的编程方法,通常是有标定循环的。首先要用手工找正探针的中心,误差越小越好,即使差一些也可以用程序再进行标定,但要尽量减小误差因素。
1,长度标定,用主轴端面对出一个基准平面,然后用程序进行标定。
2,偏心标定,用机床镗一个孔,圆度、光洁度、位置度要好,执行循环后机床会自动记录下X与Y方向的偏心值。
3,探针半径标定,用环规,执行循环后会记录下每隔三十度圆周上的球半径值,有两种测量方式,半径标定,记录四个值,矢量半径标定记录八个值。
在标定完成之后,系统测量出来的数据会自动记录在机床参数中,待使用时自动进行补偿。但是在遇到下列情况时要重新标定。
1、机床精度调整之后
2、重校螺补之后
3、探头拆卸之后
4、重新传入PLC之后
m.cdyouer.b2b168.com